



Schlagen der Induktionsronde
 Hochwertiges Handwerk Made in Germany
Hochwertiges Handwerk Made in Germany
Die Fertigung einer antihaftversiegelten Pfanne erinnert an die Geschichte vom hässlichen Entlein: Am Anfang steht eine unspektakuläre, silberfarbene Aluminiumscheibe – auch Ronde genannt – und am Ende wird daraus eine antihaftversiegelte Pfanne, die höchsten Kochansprüchen gerecht wird. Um diese Verwandlung zu vollziehen, braucht es viel Erfahrung und Handwerk Made in Germany. Die Transformation der Fissler Pfanne vollzieht sich in etlichen Produktionsschritten, verbunden mit zahllosen Handgriffen, die von geschulten Mitarbeitern mit größter Sorgfalt ausgeführt werden.

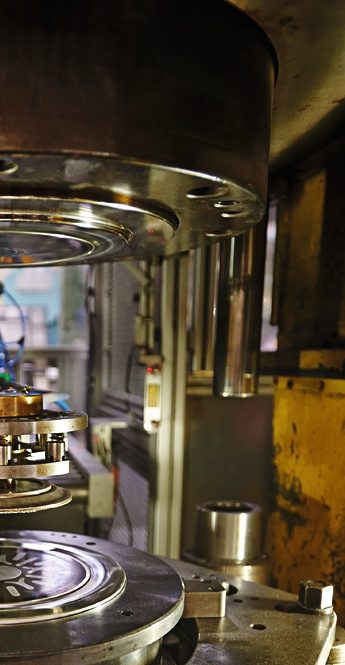
Vor dem Planieren wird ein induktionsgeeigneter Rondenverbund auf einer Schlagpresse Für unsere induktionsgeeigneten Pfannen hergestellt. Hierbei werden Induktionsboden und Aluminiumronde für den Pfannenkörper auf einer Schlagpresse unlösbar miteinander verbunden.
Planieren



Beim Planieren wird diese Ronde mithilfe einer Walze in die gewünschte Form gebracht – flach oder hoch, mit oder ohne Schüttrand.
Entfetten
In der Entfettungsanlage wird der Pfannenkörper sorgfältig von dem Öl befreit, das beim Planieren zum geschmeidigen Laufen der Walze nötig ist.
Schweißen
In diesem Arbeitsschritt erhält der Pfannenkörper einen Bolzen aus Aluminium. Daran wird während der Endfertigung der Griff befestigt.
Prägen
Um zu kennzeichnen, dass es sich bei der Pfanne um ein Qualitätsprodukt Made in Germany handelt, erhält der Boden eine entsprechende Prägung.
Sandstrahlen
Beim Sandstrahlen wird die gesamte Innenfläche der Pfanne angeraut. Durch die feinen Vertiefungen verbindet sich die Antihaftversiegelung später besser mit der Oberfläche.
Reinigung
Für die Versiegelung müssen die Flächen absolut frei von Verunreinigungen sein. Daher folgt nun eine zweistufige Intensivreinigung.

Innenversiegelung

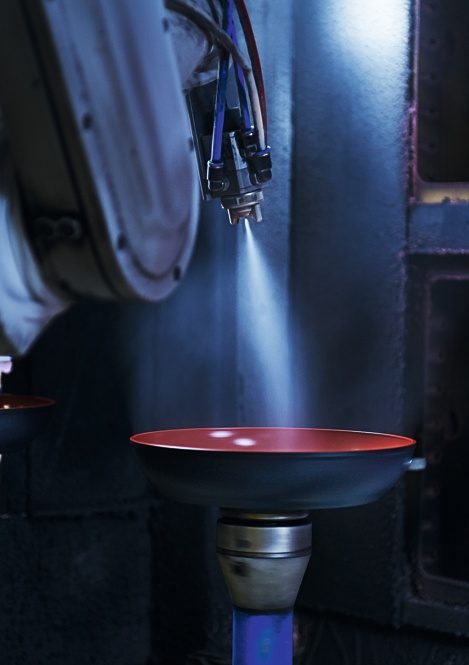

Damit sich die Versiegelung optimal mit dem Aluminium vernetzt, wird zunächst ein sogenannter Primer aufgesprüht. Darüber kommt dann die Mittelschicht, die unter anderem keramische Partikel für eine möglichst hohe Abrieb- und Kratzfestigkeit enthält. Den Abschluss bildet die Deckschicht, die letztendlich für die Antihafteigenschaften der Pfanne verantwortlich ist.

Abdrehen und Schleifen


Nach diesen Arbeitsschritten weist der Boden der alux Pfannen eine leichte Innenwölbung auf. So wird sichergestellt, dass das Material nach der natürlichen Verformung beim Erhitzen glatt auf der Herdplatte aufliegt.
Induktionsgeeignete Pfannen besitzen einen Aluminiumboden mit eingearbeiteter Ronde aus Edelstahl. Um möglichst wenig von dem wertvollen Material abzutragen, wird hier der Boden nicht abgedreht, sondern lediglich geschliffen.
Endmontage


Im letzten Schritt des langen Produktionsprozesses erhält die Pfanne ihren Griff und wird nach einer finalen Kontrolle schließlich verpackt.
